����܈�������ƺͱ�ը�ӹ���ȫ
��ǰλ�ã���� >> �x���x�����g����
����܈�������ƺͱ�ը�ӹ���ȫ
����܈�������� (noise control of metal rolling)
����������܈�Ƴ�һ���Π�ijɲ��^���Юa����������һ���S�����ȵ��^�̣��ǣ��_�I�����Ƶ���Ҫ�M�ɲ��֡�
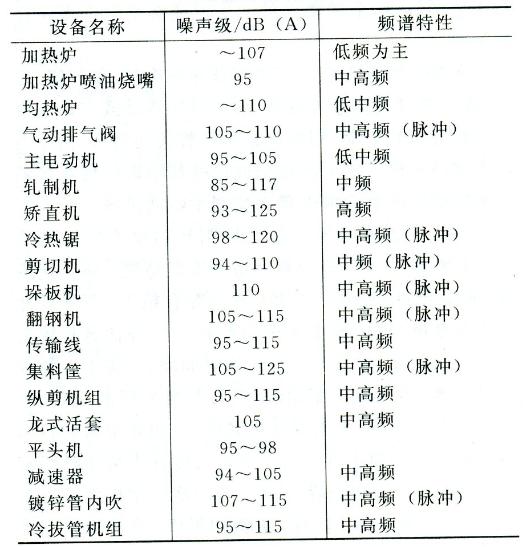
��Դ ����܈�ƹ�ˇ���s���������̵ĸ����h����������ϼӟᡢ��܈����Ʒ܈�ơ�����ֱ���Ѷ��ռ��͂�ݔ�D�\�ȣ����ֲ��в�ͬ��͵���Դ��������Ⱦ�̶�һ�㶼���^����(Ҋ��)����Ҫ�O����A�������^90dB���е��_��115dB���ϡ�����Դ���ԅ^�֣��Cе�����՚����������늴�����ȼ�������С���һ����ԣ��ԙCе�������ͻ�����������Ը��N���Ʒ����Л_�������б���Ă�ݔ����䓹܇��������ܲĵ�܈�ơ��ռ��������Լ��N�����܉���ijCֱ�C���ȏ��ȸߣ�Ӱ����
��Ҫ܈���O����
�����c ��܈�����a�^���У�܈���O���c܈�ƌ���֮�g��܈���O�䱾�혋��֮�g���Լ�܈�Ƽ��˴�֮�g�������ײ���D��Ħ���a�������y���Y�����������ķ�ֵ���l�V׃�����������^���S�C�ԏ������Ҷ̕����}�_���࣬����m�r�gҲ�L�̲�һ���еḷ́ܶ���_���Լ��Ͳġ����ĺܲĵĵ���ײ���������Ϳ՚��N呵ȵ���һ���}�_����1s��������s�Ў�����ʮ���롣�}�_�l���е���Ҏ�ɣ�����Ҏ���Բ��������l�V�����������@�F���и��l�������ԣ���ֵ���l�ʼ�����500��4000Hz֮�g�������܈�ijCֱ�����������ʸ��l���ԣ�ֻ������܈�C��܈�������ٔ�Դ�ʵ��l���ԡ�һ����̼�z�y�� | ɫ��Ӌ | �t�⾀�ض�Ӌ | ���Q | ˮ��Ӌ | �ض�̽�^ | ˮ�֜y���x | ����̽�y�� | ��ȼ���w�z�y�x | й¶���w�z�y�x
�������ƴ�ʩ ��Ҫ�к����Ĺ�ˇ�OӋ���x�õ����O�䡢���ƙCе��Դ���x�ó�Ҏ�������g�͂��˷��o��
�����Ĺ�ˇ�OӋ �����S��܇�g���ֺ�ˇ���̰��š�ԭ�t�ϱM���ܵ،�����Դ���в���ȡ�����W̎�����M���ܵ،���Դ��Ⱦ���ص�܇�g�h�x�W�h��Ҫ�����ą^��������c���k���ǵȣ����ڃ������g�O�õ�����܇�g���ߴ������Լ��G�����Ⱦ��_�ضΣ������λ�˥�pһ�����ܡ����Ź�ˇ���̕r��ʹ�����O���������в����^�����O��(��)�^�ɵ��k���ҡ������g���|���z���c�ȣ�����܇�g�v��ˇ��������Ź�ˇ�b�䣬�t��Դ�O�䲼�ò����^���ܼ���������һ���Ŀ��g���Թ����b�������Oʩ֮�á���ˇ�OӋ��������ʹ����Ⱦ�ں��^����������Ͷ�Y��Ч���á���t�����H�o���펧�����y�����ҿ����˞�ض������һЩ��Դ������������r�������ؔ�������M�����ǣ��ھ��w���`�^���У�����܈�����a��ˇ�����c������Ҫ��Č�ʩ���ܕ��ܵ��S���l�������ơ�
�x�õ����O�� ���x�õ����Ƭ�����Ͽ�܈�C���Cֱ�C�Լ���ݔ�b�õȡ�����Һ�����ӻ�����Ƥ�����Ӵ����X݆���ӣ��û����S�д���L���S�У��É����C����_���C�����f����S���������Sȡ��÷�����S�Լ��ÿɿع�ȡ���^�����������늄әC�ȡ�
���ƙCе��Դ �@�ǿ���܈��������Ҫ;������Ҫ��(1)����O������Ͱ��b���ȣ��p���B��̎(���\�Ӽ�)����Ͽ�϶�������Ͼ��ȣ��Խ��͛_���ܺ�Ħ��ϵ�����p�����İl�䡣(2)�O�����Lײ�������õĕr�g��ײ�������m���Õr�g���L��ײ�����}�_׃��ƽ�������Ԝp�����푑������s�����l�V��ʹ�_���ܼ����ڵ��l�^������l�����÷ǽ��ٲ�������������ɂ�ײ�����е�һ������ʹ�_�����m�r�g���L3����A���s�½�18dB���������z����Ч���������@��������܈�C��܈݁���v�M�а�C��ƽ���C�Լ����ϲ۵��O����ܛ_�����ϣ����w�ǽ��ٲ���(������)���������Lײ�����m�r�g�����á�
�x�ó�Ҏ���������g ��Ҫ�Dz����������Լ����b�������ֶ��_����������Ŀ�ģ��������������c������ֶ��_�������Ŀ�ġ����ڙC���㲿���gʹ�Ï��ԉ|������K�и��l��ӂ��f���������İl�䡣��܈�C��䏙C���_���Լ����L�C���Չ��C���O��Ļ��A��ȡ����̎��Ҳ����Ч�Ĵ�ʩ�����⣬����p���ȝ�����ʹ�ø�����Ͻ�ĵȌ��ڽ��͙Cе�����кܺõ�Ч����
����Դ��ָ�����ԁ�������(���׃���İl�䷽��)��Ҳ�ǜp�p��Σ��(�����Ǹ��l��)�Ŀ��д�ʩ��
���˷��o ��Դ���С��O���ܼ����ˆTֻ����Ѳ�z������Ⱦ�^��������߾�Դ�ܽ������r�o�����M��ˇ����Դ�Ͽ������y�Ԍ��F�r���ɲ�������o��������������֡����^���ȴ�ʩ���o���ߡ�
�ظ��c�lչ ����܈���������Hʹ�����ˆT�����亦��̎�ڳ��Ѕ^�������С��܈����I��������С�^��h��Ҳ�������Ⱦ������20���o50��������H�Ͼ��_ʼ�ˌ�����܈�������Ƶ��о����S�����Ӌ��C���˹������b�õ��ƏV���ã�܈�ƹ�ˇ���Ԅӻ��̶ȴ����ߣ��Ķ�ʹһЩ��λ����Ⱦ�õ����⣬����һЩ��λ�t�������a����ļӿ죬����Ⱦ�����ӄ����M��80���������܈������Ⱦ���������˸���������������ձ��Pע���Ї��mȻ���^���������������P���T�ķe�O�M���c֧���£��h�������c���������ƵĿƼ��ˆT�����_չ�@������о�������������������Ҫ���������ڵ���܈���O���c��ˇ�����Ƽ��f��ˇ���b��ĸ��·��档
���ٱ�ը�ӹ���ȫ (safety in metal exploslve process)
��ըˎ�ӹ����ٕr�ı��ư�ȫ���g�����ٱ�ը�ӹ�������ը���Ρ���ը���ӡ���ը�и��ը����Ӳ���ȡ����ٱ�ը�ӹ��ڌ��õı�ը������S�����M�С���ը�ӹ���(�S)�İ�ȫ�����O�ûh�ʻ��F�z�W����ը�ӹ��S�������з���Ļ��A���������Լ��p����픣��ػ��܇��з���ϣ���ȸ���������S��ˎ���_�����҃ȱ�ը�������õ�ͨ�Lϵ�y���𱬾�·�c�yԇ��·���_�����O�ð�ȫ���i�b�á���ըɰ���M���O�����^ƫƧ�ĵط��������÷����r�����������ˎ��������a������w���F������ը�ӹ��C���r���ܺ�ըˎ���뱬ըǻ�Ⱥ���𱬣����߉�����ը�����⣬���Դ�Ì�����������ͨ���c�𱬲�����ͬһ�����M�У�����ˎ���ڌ��õIJ����g���M�У�ݚˎ���bˎ��������Ҏ�������ڱ���Ʒ�����Ì��ù��ߣ�ըˎ�в��û���ɰ�ӻ����м���s��������ĵă����\���ӹ�Ҫ�����PҎ���M�С�
�������P��Ϣ
- ��Ώ�PAR�_��DLI��ÿ�չ�e�֣�
- �y�������е��չ�e��(DLI)�̘I���ґ���
- ���QU26-001�ܽ���ӛ䛃x������ñU26-RDOB-1�IJ������E
- �u��������̼����ӛ�����5����Ҫ���]����
- ������׃���Ƿ�������Z�L
- ����ӛ䛃xMX2200ϵ�е�һЩ���}�ͽ��
- �{��ˮλӋMX2001��ͬˮλ�����c���xȡ�ͅ���ˮλֵ�O���f��Ԕ��
- Onset���|�������wϵ
- ����ɺ����һ���¸ҵ�������ɺ����
- ����ˮ�ւ�����S-SMD-M005��S-SMC-M005����ԭ�탞�c�ͅ^�e
����c������
- 1500��ˮ�ض�ӛ䛃xMX2204 HOBO TidbiT MX Tempe 5000
- HOBO�o���{��ˮ�ض�ӛ䛃xMX2203 TidbiT MX
- MX2201�¿�{��ˮ�ض�ӛ䛃xPendant MX Temp
- ���������ܟ���Fotric816/Fotric826
- ���̎�ͨ�ß���xFotric 222s/Fotric 222s-1/Fotric 222s-2
- HOBO MX100�{���ض�ӛ䛃x��ˮ�ȼ�IP67
- �ɳ�ʽ����ӋTES-1352S��ӛ䛿ɲ�SD��
- ����ӛ����նȹ�����ӋTES-1339P
- ��yһ�wʽ�؝�ȴ�≺��ӋTES-1160/TES-1161
- �߾���ˮλӋMX2001-04-s���o��������ݔ